Los aglomerados asfálticos -mezclas bituminosas en caliente- son el conjunto de bituminosos que se utiliza para la pavimentación de carreteras. El calificativo “en caliente” hace referencia a su temperatura de puesta en obra, muy superior a la ambiente, dado que es necesario que el material ligante posea una viscosidad suficientemente baja para poder trabajarlo. Además, este tipo de compuestos confieren propiedades resistentes al firme, existiendo un gran abanico de rigideces que permiten adaptarse a diversas circunstancias y estados de carga.
Las mezclas bituminosas en caliente que utilizamos en Involucra, se realizan en nuestras dos plantas de aglomerado asfáltico fijas que se encuentran ubicadas en la provincia de Alicante. El uso de esta clase de mezclas está muy extendido y popularizado, las empleamos en autopistas, carreteras interurbanas, caminos rurales, aeropuertos, zonas industriales, zonas de estacionamiento, etc.
PUESTA EN OBRA DE LAS MEZCLAS BITUMINOSAS EN CALIENTE
La forma en que se lleve a cabo la puesta en obra de las mezclas bituminosas en caliente influirá en gran medida en su posterior comportamiento ante cargas de tráfico, por lo que es indispensable cuidar al detalle los procedimientos constructivos empleados. El proceso de puesta en obra de una capa bituminosa en caliente comprende 4 operaciones que os mostramos a continuación.
1. PREPARACIÓN DE LA SUPERFICIE EXISTENTE.
En primer lugar, se debe estudiar las características de la superficie y prepararla para luego extender la mezcla. Cuando la mezcla bituminosa se va a poner como capa de refuerzo sobre un pavimento envejecido y agrietado, primero habrá que fresar la superficie para eliminar el material envejecido y así conseguir que el refuerzo sea efectivo.
2. TRANSPORTE DE LA MEZCLA DESDE LA CENTRAL DE FABRICACIÓN AL PUNTO DE EXTENDIDO.
El aglomerado se transporta desde la central donde ha sido fabricado mediante camiones especiales. De esta manera, se evita que la mezcla se adhiera a las paredes, se mantiene la mezcla en caliente durante todo el recorrido y no se contamina.
3. EXTENDIDO DEL AGLOMERADO.
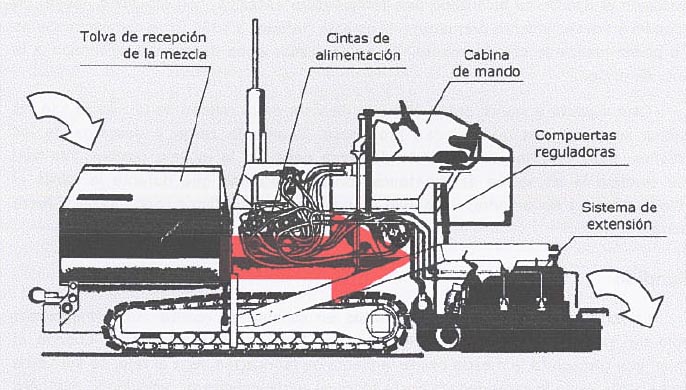
La extensión de las mezclas bituminosas en caliente se realiza mediante una maquinaria específica, las llamadas extendedoras. Cuando llega el camión con la mezcla, se vierte el producto sobre la extendedora y ésta se encarga de distribuir la mezcla por la superficie mediante una serie de dispositivos mecánicos.
Después, la mezcla es puesta en obra a través de un pisón vertical o tamper que la precompacta en todo el ancho de extensión. Finalmente, la colocación y acabado definitivo es efectuado por la maestra o regla vibrante que se apoya sobre la mezcla recién extendida aumentando la precompactación.
4. COMPACTACIÓN DE LA CAPA EN TONGADAS.
Las operaciones de compactación tienen que coincidir con lo previsto en el proyecto. Para ello, se debe cumplir con dos requisitos fundamentales: alcanzar la densidad mínima especificada en el proyecto y que la compactación sea uniforme en toda la superficie extendida.